
Paltek
Unit 3
Spring Mill Industrial Estate
Nailsworth
Gloucestershire GL8 0BS
Email: tom@paltek.co.uk Tel: 07831 478057
Tegral Metal Forming
I have undertaken and completed many projects for Tegral Metal Forming in Athy, Republic of Ireland.
Purlin Line Electrical rewire and Controls upgrade.
Design and build of Mini Conveyors, for flying shears.
Electrical rewire and controls upgrade of 30 year old Rollforming line.
Intergration of automatic sheet Stackers.
Replacement of obsolete PLC controllers.
Upgrading Safety systems around the Rollforming lines.

Purlin Line
The Purlin line dates back to the 70's and has been mechanically and electrically upgraded over the years, in recent years the electrical controls fitted had become troublesome and unreliable. This had resulted in many days of downtime, the control system comprised of many specialised circuit cards that had become obosolete and very expensive to repair.
My Design breif was to cut unplanned downtime to the minimium, to use components the were easily replacable and to train the Tegral maintenance personnel in the use of PLC digagnostics.

Here is a section of the end of a "Z" Purlin. Depending on the tooling configuration on the Rollformer it is posible to run this section with many different widths and material thicknesses

All the hole punching is processed before the flat steel strip is fed into the Rollformer.

The hydraulic punches punch diferent size holes at each station as required by the purlin design.

Fitted in place of the old DC motor a new Servo motor with a rotary gearbox to drive the feed rolls to enable the steel strip to be positioned for the hydraulic punches to operate
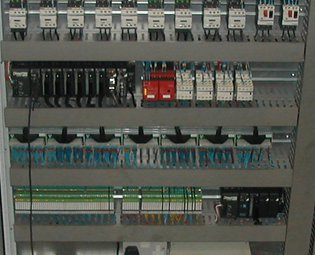
Electrical Control panel showing Contactors, PLC, Relays and Safety Relay.

For this customer the Purlins are cut with a flying shear. A second servo motor drives through a rotary gearbox onto a rack to cut the purlins accurately at speeds up to 50Metres a minute.
THE NEW PALTEK CONTROLS

The Right side of the 2 bay panel.
The existing Control techniques Mentor drive was fitted along side the 2 new Control Techniques Servo drives.
The first for the feed roll to drive the sheet through the puches.
The second drive contains an extra module to run the flying shear program to cut the purlins to length.

The window die that cuts the purlin, the cut is made when the die has locked onto the cut position as the die accelerates and matches the Purlin speed.

A CNC computer connects to the factory network to allow the operators to download product data from the design office directly to the CNC.
This direct transfer helps protect the company from mistakes made whilst entering product data on the shop floor.

The main operator control Desk, with CNC control Computer.
PLC touch screen for machine settings and full diagnostics.
Flying shear control screen, for quick access to the shear drive settings.
All the old controls were removed over an Easter shut down week. New Panels fitted and wiring altered as necessary for the new controls.
The complete line was commissioned and Operators trained to the customers complete satisfaction.
Full documentation was supplied and training given to the maintenance personnel to enable the customer to be able to trouble shoot any faults.
Copyright © All Rights Reserved